Kích thước các điện cực thường được sử dụng trong hàn Tig là đường kính từ 0.25 - 6.35mm, chiều dài từ 70 - 610mm và có bề mặt được làm sạch bằng dung dịch hoặc được mài.
Sau khi kéo dây hoặc thanh, bề mặt sẽ được làm sạch bằng các dung dịch thích hợp. Phương pháp mài nghĩa là bề mặt được làm sạch bằng phương pháp mài điện cực.
Lựa chọn phương pháp mài dựa vào những ứng dụng thực tế, loại vật liệu, bề dày, kiểu mối nối khi hàn. Chẳng hạn phương pháp mài vê tròn và điện cực lớn được áp dụng khi hàn với dòng AC còn phương pháp mài nhọn dùng cho dòng hàn DC.
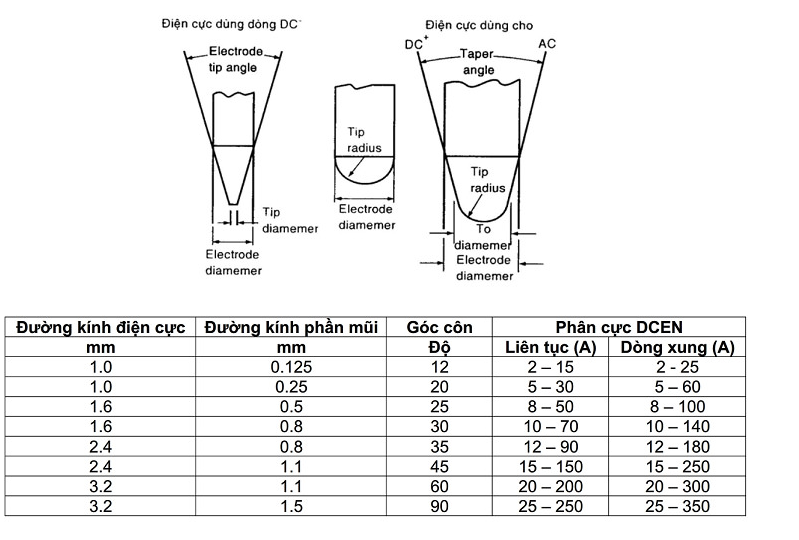
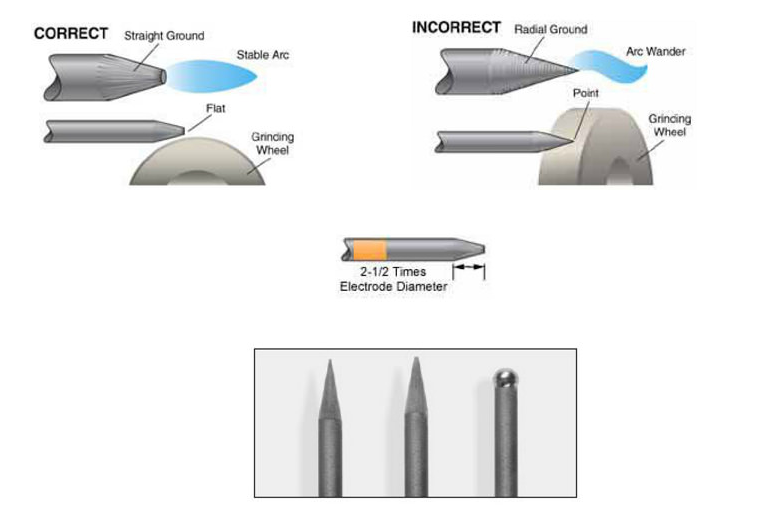
Sự ổn định và tập trung hồ quang hàn chịu sự ảnh hưởng bởi hình dạng và cách mài điện cực. Mài điện cực trên đá mài có kích cỡ hạt mịn và mài theo hướng như hình vẽ. Khoảng cách chiều cao mài tốt nhất nên nằm trong khoảng cách từ 1.5 đến 3 lần đường kính của điện cực. Sau khi mài xong phần côn thì cần làm tròn đầu côn một chút để giúp bảo vệ điện cực khỏi sự phá hủy khi mật độ dòng hàn quá cao. Các thợ hàn thường làm phẳng mũi điện cực.
Quy tắc ảnh hưởng của điện cực: Khi góc mài điện cực càng nhỏ, nghĩa là điện cực càng nhọn thì độ sâu ngấu của vũng chảy càng lớn, độ rộng mối hàn càng thu hẹp.
Khi tiến hành hàn với dòng một chiều DC hoặc dòng xoay chiều AC thì đầu điện cực nên có dạng bán cầu. Để có được dạng mũi hàn thích hợp cho việc dùng dòng một chiều hoặc xoay chiều, ta mồi hồ quang trên tấm vật liệu dày. Tư thế mồi hồ quang: điện cực theo hướng thẳng vuông góc với bề mặt vật liệu. Việc dùng mũi điện cực bán cầu giúp cho diện tích điện cực bị đốt nóng nhiều hơn nên cần bề mặt vật liệu lớn hơn để hạn chế mật độ dòng điện.
Đặc biệt đối với hàn nhôm, lớp oxit nhôm bám trên mũi của điện cực giúp tăng cường bức xạ các hạt electron và bảo vệ điện cực tốt hơn.
Riêng điện cực bằng Zirconium mũi điện cực được tự động hình thành dạng bán cầu khi hàn trên dòng AC tuy nhiên hồ quang hàn lại cháy không ổn định.
Để tối ưu các điện cực ta dùng các phương pháp sau:
-
Chọn dòng điện hàn thích hợp (loại dòng điện và cừng độ thích hợp) với kích thước điện cực được sử dụng. Khi dòng điện quá cao sẽ gây ảnh hưởng xấu đến điện cực. Ngược lại dòng hàn quá thấp dễ làm cho điện cực dễ bị ăn mòn, lượng nhiệt thấp và hồ quang không ổn định.
-
Việc mài điện cực phải tuân theo hướng dẫn của nhà cung cấp để hạn chế hiện tượng quá nhiệt điện cực. Việc sử dụng và bảo quản điện cực cũng phải được thực hiện nghiêm ngặt và đúng quy trình để tránh nhiễm bẩn.
-
Việc duy trì dòng khí bảo vệ phải được tuân thủ tuyệt đối không chỉ trong lúc hàn mà ngay cả khi hồ quang đã ngắt cho đến khi đầu điện cực nguội. Việc duy trì tốt dòng khí bảo vệ sẽ giúp đầu diện cực được bóng sáng. Trường hợp đầu điện cực nguội mà không có khí bảo vệ có thể dẫn đến việc bị oxy hóa và có màu vàng dẫn đến ảnh hưởng chất lượng mối hàn.
-
Phần điện cực lồi ra được giữ ở mức càng ngắn càng tốt, tùy theo ứng dụng hàn cụ thể và đặc điểm thiết bị nhằm bảo đảm sự bảo vệ của khí trơ. Hạn chế thấp nhất sự nhiễm bẩn điện cực khi diễn ra quá trình tiếp xúc giữa dòng điện cực nóng với kim loại vật liệu nền hoặc với que hàn.