Hàn hồ quang là phương pháp phổ biến hàng đầu hiện nay, từ các xưởng cơ khí cho đến những thợ sửa chữa máy móc cũng áp dụng phương pháp này. Cùng Cơ khí CPM tìm hiểu về phương pháp hàn này nhé.
Khái niệm
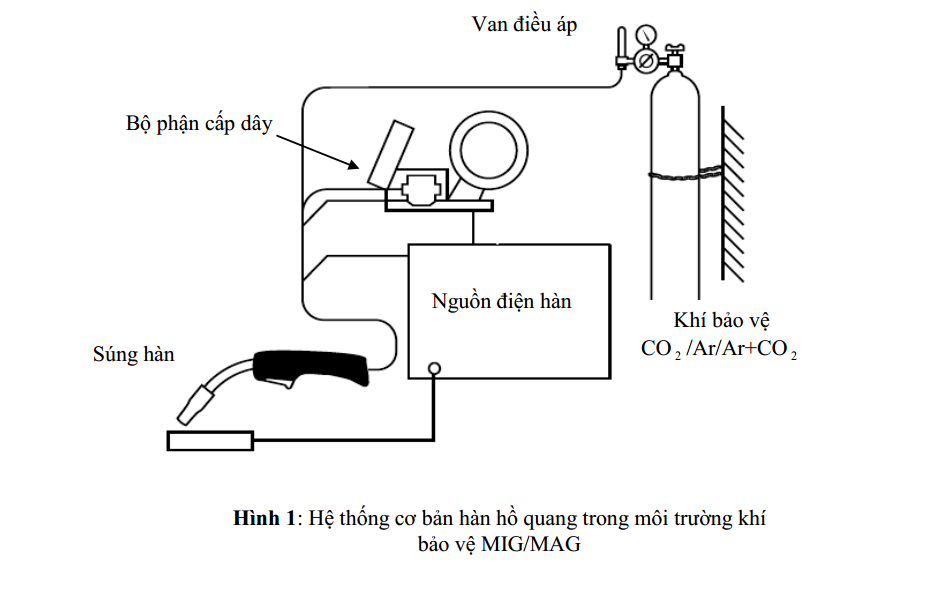
Hàn hồ quang trong môi trường khí bảo vệ với điện cực nóng chảy (Gas Metal Arc Welding) là quá trình liên kết kim loại bằng cách nung kim loại đến nhiệt độ nóng chảy với hồ quang của điện cực. Điện cực được dùng trong quá trình này là điện cực tiêu hủy được máy hàn cung cấp liên tục dưới dạng dây và đồng chất với kim loại vật hàn.
Quy trình hàn hồ quang trong môi trường khí bảo vệ
-
Bán tự động: Dây hàn được cung cấp tự động thông qua máy hàn, còn việc di chuyển và điều khiển súng hàn được điều khiển bằng tay.
-
Hàn tự động: Súng hàn được gắn, kết nối vào tay máy. Người điều khiển sẽ thường xuyên thiết lập và điều chỉnh quá trình điều khiển để dịch chuyển súng hàn.
-
Hàn tự động hoàn toàn: Thiết bị hàn được cài đặt và hoạt động hoàn toàn tự động mà không có sự điều chỉnh thường xuyên quá trình điều khiển thiết bị bởi người thợ hàn hay người vận hành.
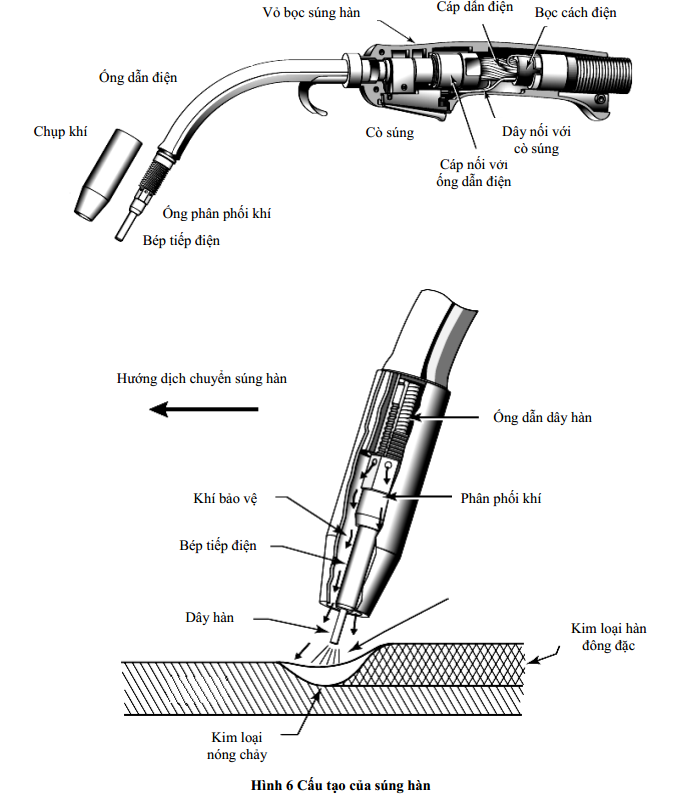

Dịch chuyển kim loại điện cực vào vũng hàn:
Dịch chuyển ngắn mạch:
Dịch chuyển ngắn mạch xảy ra ở chế độ hàn có mức năng lượng thấp. Kim loại dịch chuyển hoàn toàn từ điện cực vào vũng hàn khi điện cực - dây hàn tiếp xúc với bề mặt vũng hàn với tần số từ 90 đến 200 lần trong một giây, tạo ra sự ngắn mạch tức thời, sau đó mật độ dòng điện tăng làm cho hồ quang hình thành.
Với dịch chuyển ngắn mạch, tốc độ cấp dây, điện thế hàn và tốc độ chảy thường thấp hơn các chế độ chuyển dịch khác ví dụ như chuyển dịch tia. Dạng chuyển dịch này rất linh hoạt cho người thợ hàn thao tác với vật liệu mỏng và dày ở mọi tư thế hàn.
Hạn chế của chuyển dịch ngắn mạch là:
-
Tốc độ chảy của dây hàn tương đối thấp
-
Không ngấu sâu với vật hàn dày.
-
Nhiều bắn tóe.
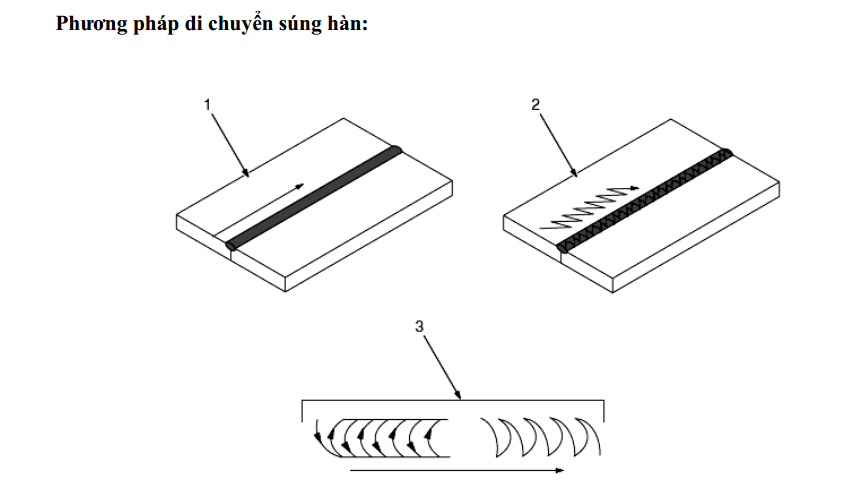
Sơ đồ dịch chuyển ngắn mạch:
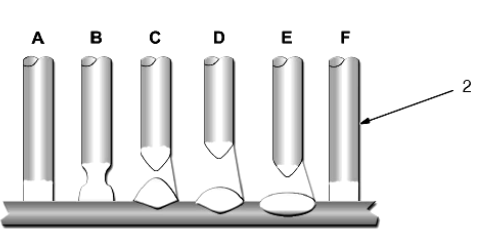
A: Dây hàn chạm vào vật hàn, gây ngắn mạch. Không có hồ quang, dòng điện hàn đi từ dây hàn xuống vật hàn.
B: Điện trở tăng trong dây hàn làm tăng nhiệt, gây nóng chảy dây hàn và dần dần tạo nút thắt.
C: Nút thắt đứt, dây hàn tách khỏi mối hàn, hồ quang xuất hiện, phần kim loại bị nóng chảy trên bề mặt vật hàn tạo thành giọt hàn.
D: Chiều dài hồ quang và điện thế hàn cực đại. Nhiệt lượng hồ quang làm cho giọt kim loại trên bề mặt vật hàn chảy lỏng, phẳng ra và tăng kích thước.
E: Tốc độ dây hàn thắng nhiệt của hồ quang và tiếp tục tiến tới vật hàn.
F:Hồ quang tắt và hiện tượng ngắn mạch lại xuất hiện.
Dịch chuyển ngắn mạch - GMAW-S, là kiểu chuyển dịch của kim loại dây hàn vào vũng hàn, là quá trình mà dây hàn được nung chảy nhờ hiện tượng ngắn mạch được lặp đi lặp lại. Kiểu chuyển dịch ngắn mạch là kiểu chuyển dịch ở mức năng lượng thấp. Chuyển dịch kim loại từ dây hàn vào vũng hàn được thực hiện khi dây hàn ngắn mạch với vật hàn hoặc vũng hàn (dây hàn tiếp xúc với vật hàn). Ba yếu tố hỗ trợ cho chuyển dịch ngắn mạch là: đường kính dây hàn, loại khí bảo vệ và quy trình hàn được thực hiện. Kiểu chuyển dịch này thường hỗ trợ cho việc sử dụng dây hàn có đường kính từ 0.6 - 1.1mm, với khí bảo vệ là 100% CO2 hoặc hỗn hợp khí gồm 75% - 80% Argon cộng với 25% - 20% CO2. Do nhiệt độ cột hồ quang thấp nên lý tưởng cho hàn vật liệu tấm. Vật hàn khi hàn với chuyển dịch kiểu ngắn mạch này thường dày từ 0.6 - 5mm.
Ưu điểm:
-
Hàn được ở mọi vị trí, bao gồm cả hàn bằng, hàn ngang, hàn đứng (hàn tuột và hàn leo) và hàn qua đầu.
-
Thích hợp cho hàn sửa chữa và hàn lớp lót cho hàn ống.
-
Nhiệt lượng truyền vào mối hàn thấp nên giảm được biến dạng do nhiệt.
-
Yêu cầu tay nghề cao và dễ sử dụng.
-
Hiệu suất sử dụng dây hàn cao, lớn hơn 93%.
Giới hạn của chuyển dịch ngắn mạch:
-
Giới hạn về bề dày vật hàn và không hàn được mối ghép hở khi hàn các vật hàn dày và có tiết diện lớn.
-
Mối hàn không ngấu tốt.
-
Văng tóe nhiều và do đó làm tăng chi phí vệ sinh mối hàn.
-
Nhằm tránh bị thổi khí bảo vệ khi hàn ngoài trời phải có màng chắn gió.
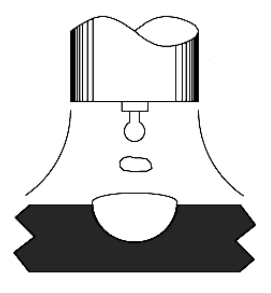
Chuyển dịch cầu giọt lớn
Kim loại dịch chuyển trong hồ quang dưới dạng các giọt lớn, có kích thước không đều. Các thông số chế độ hàn của dạng dịch chuyển này lớn hơn so với dịch chuyển ngắn mạch.
Hạn chế:
-
Văng tóe nhiều
-
Mối hàn nhấp nhô
-
Chỉ hàn những mối hàn phẳng và đứng.
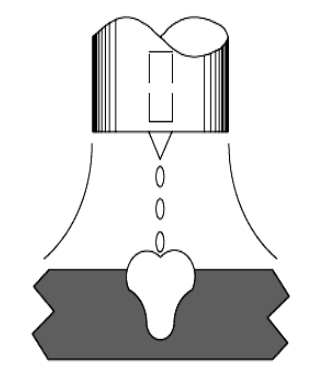
Dịch chuyển dạng tia dọc trục
Chuyển dịch dạng tia dọc trục là chuyển dịch kim loại có mức năng lượng cao, trong đó kim loại dây hàn nóng chảy ở mức năng lượng cao, kết quả là tạo ra một dòng các giọt kim loại nóng chảy nhỏ. Các giọt kim loại này bị đẩy dọc theo trục của hồ quang hàn hay kim loại đi vào vũng hàn thành một dòng các giọt kim loại nóng chảy, nhỏ qua cột hồ quang từ dây hàn.
Dịch chuyển dạng tia dọc trục là dịch chuyển có mức năng lượng cao của hàn hồ quang trong môi trường khí bảo vệ - GMAW. Để đạt được kiểu chuyển dịch này, hỗn hợp khí bảo vệ bao gồm Argon + 1-5% Oxygen hoặc Argon + CO2, với hàm lượng thành phần CO2 nhỏ hơn 18%.
Chuyển dịch dọc trục dạng tia thường được dùng với loại dây hàn đặc hoặc dây hàn lõi thuốc.
Các thông số chế độ hàn lớn
Để đạt được kiểu chuyển dịch này cần dùng khí bảo vệ giàu Argon (trên 80%).
Ưu điểm
-
Tốc độ chảy lớn
-
Mối hàn nóng chảy và ngấu tốt.
-
Đường hàn đẹp
-
Có thể dùng dây hàn đường kính lớn.
-
Rất ít văng tóe
Hạn chế:
-
Chỉ hàn được vật hàn dày từ 3mm trở lên (hàn bán tự động).
-
Chỉ hàn phẳng và đứng.

Khí bảo vệ trong hàn MIG/MAG
Việc lựa chọn khí bảo vệ ảnh hưởng rất lớn đến chất lượng mối hàn. Các tiêu chuẩn căn cứ lựa chọn khí bảo vệ phù hợp là:
-
Dây hàn
-
Cơ tính mong muốn của kim loại mối hàn.
-
Chiều dày vật hàn và kiểu mối ghép.
-
Điều kiện của vật liệu như: sự hiện diện của gỉ sét, ăn mòn, lớp phủ bảo vệ, dầu nhớt.
-
Kiểu chuyển dịch của kim loại vào vũng hàn.
-
Vị trí mối hàn trong không gian.
-
Độ ngấu của mối hàn.
-
Hình dạng mối hàn.
-
Chi phí.
Dưới tác dụng của nhiệt lượng hồ quang, khí bảo vệ phản ứng theo nhiều cách khác nhau. Chiều và độ lớn của dòng điện trong hồ quang ảnh hưởng lớn tới chuyển dịch của kim loại dây hàn vào vũng hàn. Trong nhiều trường hợp, khí bảo vệ ảnh hưởng tích cực lên một kiểu chuyển dịch nào đó nhưng lại không phù hợp với kiểu chuyển dịch khác. Có 3 tiêu chuẩn đặc tính của khí bảo vệ được đặt ra:
-
Khả năng ion hóa của các thành phần khí.
-
Độ dẫn nhiệt của các thành phần khí bảo vệ.
-
Phản ứng hóa học của khí bảo vệ với kim loại dây hàn và vũng hàn.
Khí bảo vệ:
Argon và heli là hai loại khí được sử dụng để bảo vệ kim loại vững hàn. Năng lượng ion hóa của Argon và Heli lần lượt là: 15.7eV và 24.5eV. Do vậy Ar dễ được ion hóa hơn so với He. Chính vì lý do này mà Ar cho khả năng gây hồ quang tốt hơn He.
-
Độ dẫn nhiệt hay còn gọi là khả năng truyền nhiệt của khí bảo vệ là một căn cứ quan trọng để lựa chọn khí bảo vệ.
-
Độ dẫn nhiệt cao sẽ dẫn đến lượng nhiệt được truyền vào vật hàn lớn.
-
Độ dẫn nhiệt cũng ảnh hưởng lớn đến hình dạng hồ quang và sự phân phối nhiệt vào mối hàn.
-
Ar có độ dẫn nhiệt kém hơn so với Hi và He khoảng 10%.
-
Độ dẫn nhiệt cao của He dẫn đến bề rộng mối hàn lớn và làm giảm chiều sâu ngấu của mối hàn.
-
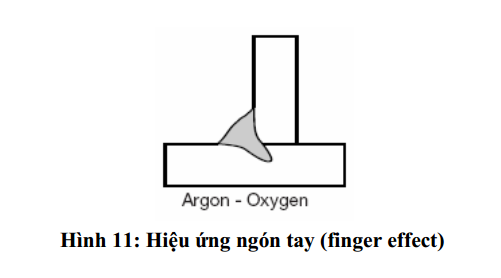
Hỗn hợp khí với một tỉ lệ lớn thành phần là Ar sẽ cho kết quả là chiều sâu ngấu lớn - hiệu ứng ngón tay. Đó là do Ar có độ dẫn nhiệt thấp hơn.
Các loại khí trơ:
Argon:
Là loại khí được sử dụng phổ biến nhất. Có độ dẫn nhiệt thấp hơn He nhưng năng lượng cần để ion hóa Ar thấp hơn dẫn tới hiệu ứng độ ngấu sâu và dài như ngón tay. Ar hỗ trợ kiểu chuyển dịch dọc trục. Khi hàn các hợp kim niken, đồng nhôm, titan, magie đều nên sử dụng khí bảo vệ 100% là Ar. Bởi vì Ar có năng lượng ion hóa thấp nên dễ tạo hồ quang. Ar thường là thành phần chính trong các hỗn hợp khí gồm có 2 hay 3 loại khí dùng trong hàn MIG/MAG. Điều đó làm tăng hiệu suất chuyển dịch của kim loại dây hàn vào vũng hàn.
Heli:
Heli thường được thêm vào thành phần khí bảo vệ khi hàn thép không gỉ và hàn nhôm. Heli có độ dẫn nhiệt rất cao nên cho bề rộng mối hàn lớn nhưng chiều sâu ngấu lại ít. Khi trong thành phần khí bảo vệ có thành phần của heli sẽ làm cho hồ quang ổn định hơn. Ngoài ra, trong thành phần hỗn hợp khí Ar sẽ tác động làm giảm tính chảy loãng kim loại nền, qua đó chống ăn mòn kim loại. Hỗn hợp Ar và He được sử dụng phổ biến khi hàn nhôm với vật hàn dày hơn 25mm.
Khí hoạt tính:
Hidro, Oxy, Nito, CO2 là các loại khí hoạt tính.
CO2 là khí trơ ở nhiệt độ phòng nhưng lại trở nên hoạt tính khi ở trong cột hồ quang và kim loại nóng chảy. Trong cột hồ quang với nguồn năng lượng cao, CO2 phân ly thành cacbon, CO và O2. Phản ứng phân ly này xảy ra ở cực dương của cột hồ quang. Tại cực âm của cột hồ quang - bề mặt vật hàn, cacbon và CO2 lại kết hợp với nhau để tạo thành CO2. Trong suốt quá trình kết hợp này, nguồn năng lượng cao được sinh ra và làm cho mối hàn có độ rộng và chiều sâu ngấu lớn.
Phản ứng phân ly và tái kết hợp
Trong suốt quá trình diễn ra phản ứng phân ly, cacbon, CO và O2 hòa trộn với kim loại nóng chảy của vũng hàn hoặc tái kết hợp ở cực âm của cột hồ quang để trở thành CO2. Các phân tử khí Oxy tự do sẽ kết hợp với Mangan, silic và sắt có trong kim loại vững hàn để tạo thành các oxit và nổi lên trên bề mặt vũng hàn, sau khi mối hàn nguội, các oxit này tập trung tại chân đường hàn. Hàm lượng khí CO2 nhiều (khả năng oxy hóa cao) sẽ làm tăng lượng xỉ trên bề mặt mối hàn. Hàm lượng khí CO2 ít (khả năng oxy hóa thấp) sẽ làm tăng lượng hợp kim silic và mangan tồn tại trong mối hàn. Do đó làm tăng độ bền kéo của kim loại mối hàn.
-
Khí Oxy: Là một chất oxy hóa khi nó kết hợp với các nguyên tố có trong các giọt kim loại nóng chảy để tạo thành oxit. Với một lượng khí oxy (1-5%) trong hỗn hợp khí Ar sẽ làm ổn định hồ quang, mối hàn đẹp. Việc sử dụng các nguyên tố khử oxy có trong dây hàn nhằm điều chỉnh các phản ứng oxy hóa của oxy. Các oxit này sẽ nổi lên bề mặt mối hàn. Phản ứng khử oxi xảy ra nhiều hơn khi ta sử dụng khí bảo vệ là CO2.
-
Khí Hydro: Với một lượng nhỏ được thêm vào hỗn hợp khí Ar để dùng làm khí bảo vệ khi hàn thép không gỉ và các hợp kim niken. Điều này sẽ làm tăng tính dẫn nhiệt và cho phép hàn với vận tốc hàn cao hơn.
Quý khách hàng có nhu cầu gia công đột dập, dập nguội, dập vuốt từ những chi tiết đơn giản hay phức tạp hãy liên hệ ngay với Cơ khí CPM để được tư vấn và báo giá rẻ hơn 20%.
CÔNG TY TNHH CƠ KHÍ CPM
Hotline: 0936.138.488
Email: cokhicpm@gmail.com
Xưởng sản xuất: Thôn Rùa Hạ, Xa Thanh Thùy, Huyện Thanh Oai. Hà Nội