Kỹ thuật hàn ống là một trong những kỹ năng khó khó nhưng lại được vận dụng phổ biến trong các đơn vị quản lý công nghiệp và xây dựng như hàn trục đường ống dẫn dầu, ống ga, ống tàu..vv. Do vậy, chất lượng mối hàn cũng cần yêu cầu kỹ và khó hơn so với những cách hàn khác. Mối hàn phải đạt độ ngấu cao, không tồn tại khuyết tật và hồ quang cũng ko được chảy rỉ vào bên trong ống.
Là chi tiết khá nhiều trong công nghiệp, ống thường được ghép vào nhau chủ yếu bằng phương pháp hàn dùng cách thức hàn hồ quang ở vị trí cố định.
Người ta thường dùng những loại que hàn thuốc bọc cellulose, với đường kính nhỏ hơn 4 mm.
Thực hiện hàn từ trên xuống dưới với những đường đáy. Điều chỉnh dòng điện sao cho đu r lớn để có thể nung chảy những khuyết tật đường hàn đáy.
Góc độ que lúc hàn đáy có lớp lót
Dao động ngang que hàn lớp lót
Quy trình hàn ống
Chuẩn bị phôi hàn
-
Vệ sinh: Mài bề mặt góc vát, mép cùn. Mài bề mặt của mẫu hàn (tính từ mép ra 30 - 40 mm).
-
Chuẩn bị máy hàn
-
Kiểm tra lại toàn bộ hệ thống máy hàn để đảm bảo máy hàn hoạt động tốt. Hàn thử ra một phôi hỏng để điều chỉnh dòng điện hàn.
-
Trung bình với ống sắt dày thì dòng điện dao động từ 100 đến 150 là hợp lý. Dòng điện còn tùy thuộc vào phương pháp hàn và vật liệu hàn. Đối với ống lớn ta phải dùng que bù loại lớn (từ 4mm đến 5mm) do vậy dòng điện hàn cũng phải lớn hơn để làm chảy que bù một cách đều đặn (Đối với hàn TIG)
Thực hiện hàn đính
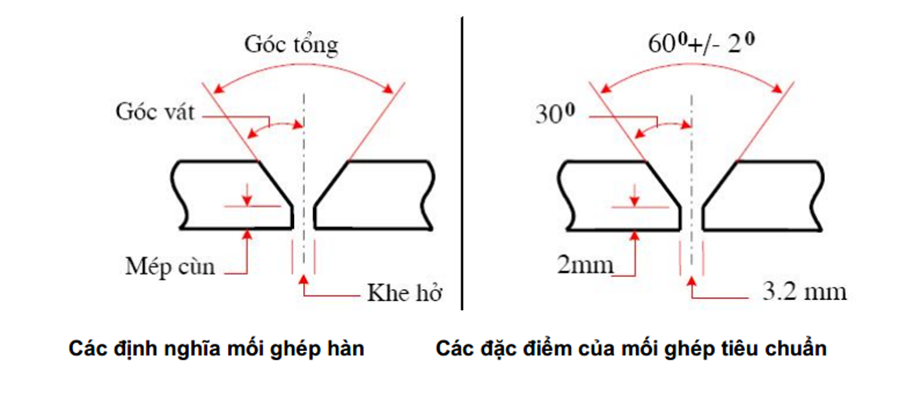
Đặt một ống lên bàn gá, xoay mép vát lên trên, căn khe hở bằng một lõi que hàn uốn cong hình chữ “U” , đặt tiếp ống còn lại lên trên, mép vát được ghép lại với nhau thành rãnh hàn. Đảm bảo độ lệch mép của hai ống tối đa là 1.6mm. Hàn các mối hàn đính đối xứng nhau qua tâm ống có chiều dài từ 10 - 15mm.
Mối hàn đính phải có độ ngấu tốt vào chân 1.6mm và thấu vào trong của mối ghép. Để khi hàn đính không bị lệch khe hở, có thể di chuyển căn đệm khe hở thích hợp. Mối hàn đính thứ ba và thứ tư vuông góc 90º từ các mối hàn đính 1 và 2. Mài các mối hàn đính đúng yêu cầu kỹ thuật để các mối nối hàn sẽ đạt được chất lượng về độ ngấu.
Có thể làm đồ gá là một thanh ray chữ nhật , làm theo kích cỡ của ống sao cho nó bóp sát lấy thân ống. Sau đó đặt 2 đoạn ống vào trong ray, để khoảng cách hợp lý tầm 2mm giữa 2 ống. Sau đó tra que bù vào và đính mối hàn. Mối đính là 4 mối trong một lần hàn. Các mối đính phải đối diện nhau.
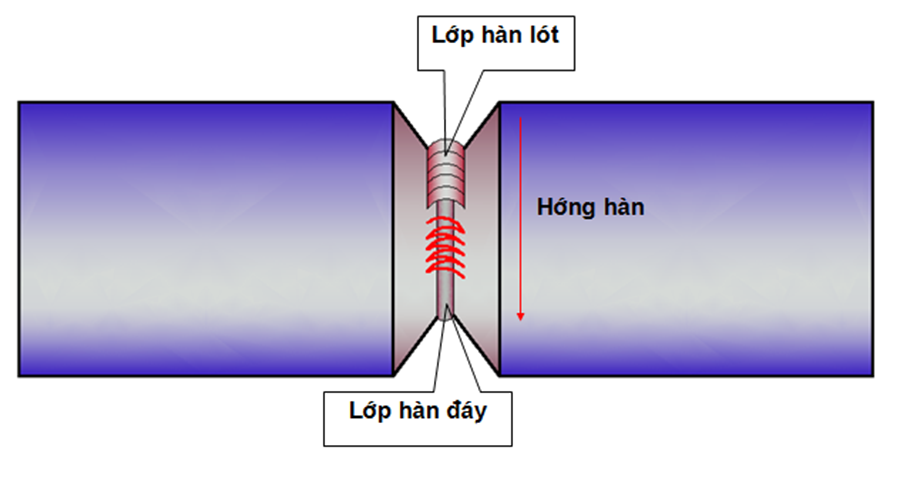
Thực hiên hàn lớp hàn lót
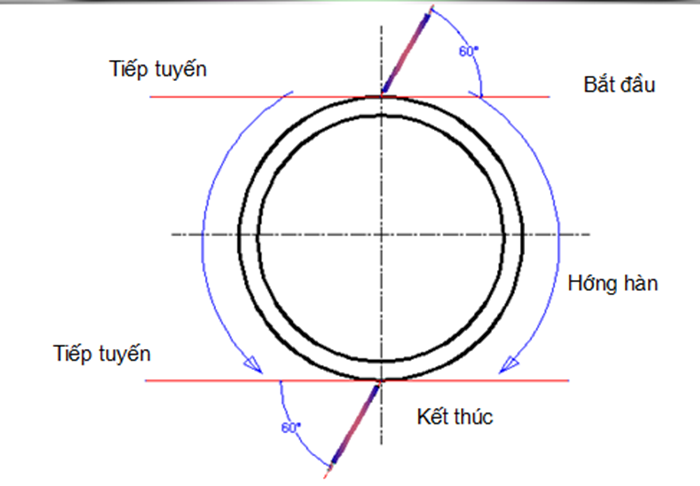
Kẹp mẫu hàn cố định ở vị trí 45º so với mặt đất cùng với các mối đính đã được xác định ở 1, 4, 7 và 10 giờ (theo vị trí kim đồng hồ) như hình vẽ:
Chuẩn bị hàn lót
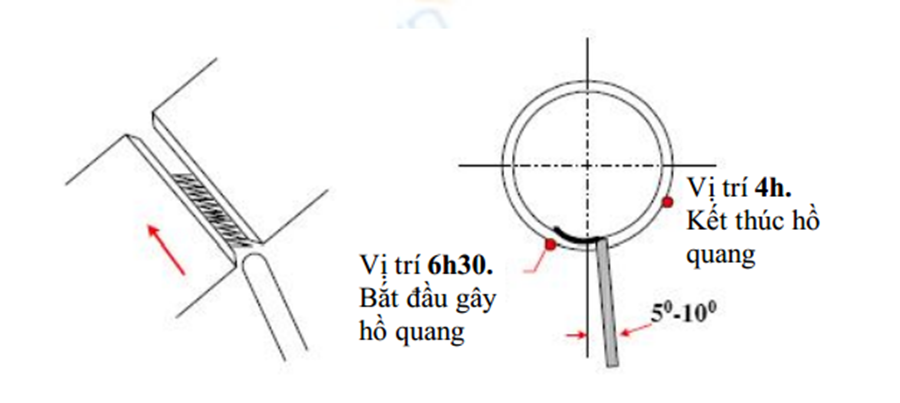
Vị trí bắt đầu mối hàn lót bằng hàn tig : Với những thợ hàn giỏi thì thường bắt đầu ở vị trí 6h30p tính theo vị trí kim đồng hồ.Lúc đó tư thế người sẽ vẹo sang bên phải và đầu hơi nghếch lên.
Với thợ hàn chưa được giỏi lắm thì mình khuyên nên bắt đầu từ vị trí 4h20’ khi đó đó nghiêng của người ít hơn.
Vị trí hàn lót
Mồi hồ quang bên trong rãnh hàn, Giữ cho hồ quang cháy đều và khoảng cách hồ quang bằng hai lần đường kính que hàn, với sự dịch chuyển, dao động đầu que hàn hơi dích dắc, (răng cưa hoặc bán nguyệt) và cung cấp đủ nhiệt tới mép cùn (Các bước di chuyển hơi xuyên ngang để giữ cho kim loại và xỉ hàn không bị chảy xệ xuống, vì mẫu hàn ở tư thế xiên 450).
Khi hàn lót,tay bạn phải thật đều đồng thời tay còn lại phải tra que bù một cách đều đặn và hợp lý.Kỹ năng tra que bù là một kỹ năng cực kỳ quan trọng trong hàn lót nói riêng và hàn tig nói chung.
Quá trình hàn lót chay theo chiều kim đồng hồ.Khi hàn nhớ điều chỉnh cân đôi giữa tay hàn,vị trí người và vị trí que bù sao cho phù hợp nhất,thoải mái nhất.
Có thể áp dụng cách đi mỏ hàn theo hình rang cưa hoặc hình bán nguyệt . Với thợ hàn mới thì có thể để nhỏ điện ròi đi theo hinh rang cưa đi châm.Còn với thợ hàn giỏi họ hay đi theo hình bán nguyệt hoặc hình số 8 , cổ tay và cánh tay đánh rất đều và mềm góc đánh rất rộng và khoan thai.
Chú ý: Cố gắng tạo một lỗ hình lỗ khoá ở đầu trên của bể hàn rộng hơn đường kính que hàn một chút để tạo điều kiện thuận lợi cho kim loại hàn xuyên thấu hoàn toàn và bám đều hai bên mép của rãnh hàn. Sau đó dừng chiều dài hồ quang bằng khoảng 0.8 mm từ cạnh sắc của mép cùn và bắt đầu chuyển dịch nhẹ nhàng.
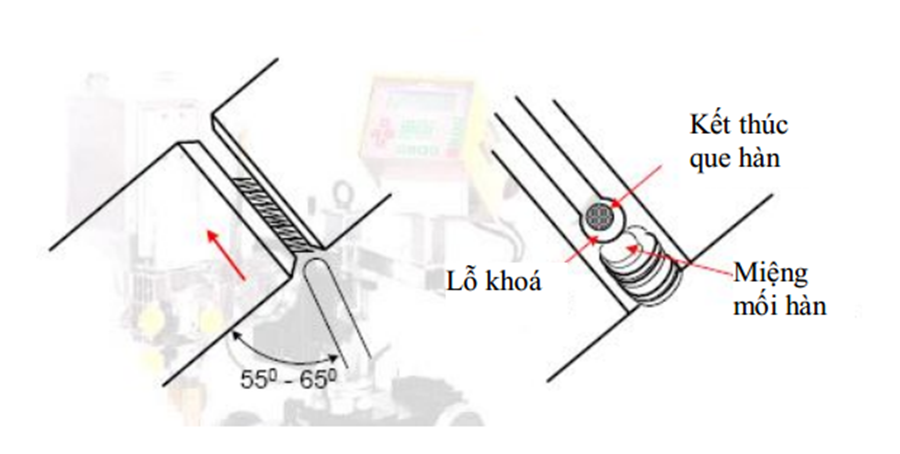
Tạo lỗ khóa trên đầu mối hàn lót
Với những ống có khe hở lớn thì nên dùng phương pháp hàn lót nhiều lần chồng lên nhau. Hàn xong lớp hàn phủ thứ nhất, vệ sinh sạch mối hàn, đảm bảo rãnh đủ chiều rộng để thoát xỉ khi hàn. Tiếp tục chia bề mặt mối hàn vừa xong ra làm 3 phần và hàn phủ lên 1/3 đường hàn trước.
Trong hàn lót ống, tuyệt đối không để hồ quang vón cục và chảy vào bên trong của ống.
Sau khi hàn lót xong khâu cuối cùng của hàn là hàn phủ lớp cuối ra ngoài. Sau đó tiến hành mài để làm sạch lại mối hàn..
Hàn phủ có 2 cách chính là hàn Tig và hàn Mig. Với những ống có đường kính ≤Ø100 thì dùng hàn Tig để hàn lớp cuối. Còn các ống to thì dùng hàn MIG để phủ.
Yêu cầu: Bề mặt mối hàn cao đều, lồi hình cung. Chân mối hàn thẳng đều, không khuyết cạnh, cháy chân.