Hàn kim loại tại vị trí gấp mép không phải là một kỹ thuật hàn khó nhưng để đảm bảo cho ngọn hồ quang cháy đều thì người thợ hàn lưu ý những điều được nêu ra dưới đây:
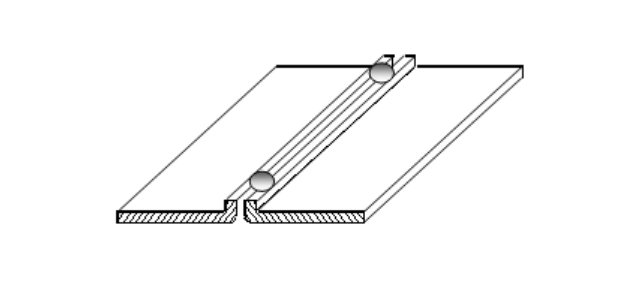
Liên kết ghép mép tấm mỏng
Trình tự thực hiện hàn liên kết giáp mối tấm mỏng ở vị trí 1G:
Bước gia công phôi
Bước đọc bản vẽ
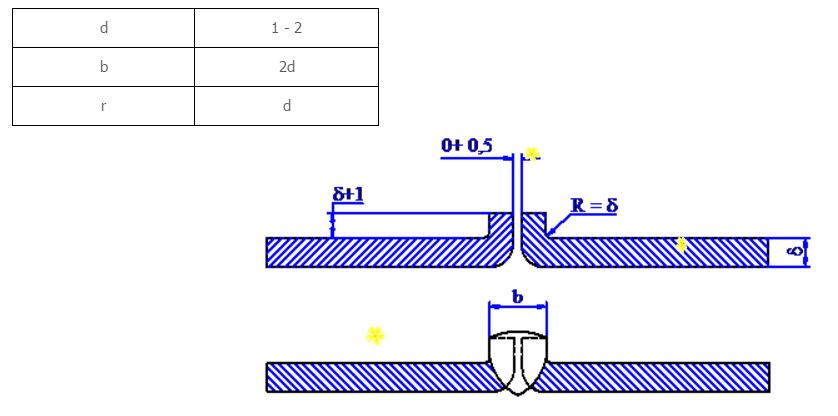
Yêu cầu kỹ thuật của mối hàn giáp mối tấm mỏng:
-
Đảm bảo đúng kích thước.
-
Không xảy ra biến dạng.
-
Liên kết hàn không bị biến dạng.
Chọn vật liệu hàn là thép đen dạng tấm
-
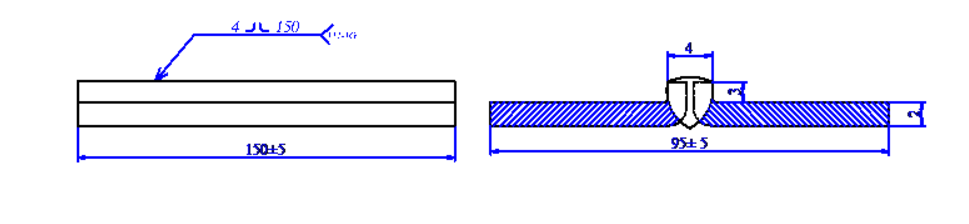
Tiến hành gia công (phôi được cắt theo kích thước 150x50x2mm, cho 2 tấm).
-
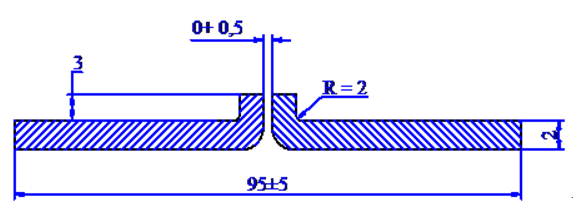
Với các chi tiết có chiều dày d=2, ta uốn mép tấm theo các thông số như hình vẽ.
Việc gia công phôi hàn phải đảm bảo các yêu cầu kỹ thuật sau:
-
Các mép uốn cong và bám đều.
-
Phôi có bề mặt phẳng.
-
Góc uốn nhỏ.
Điều chỉnh các thông số hàn và hàn đính.

-
Chọn thông số hàn:
-
Hàn gá đính:
Đặt phôi trên bàn gá, đảm bảo kẽ hở giữa hai chi tiết đều nhau.
Gá phôi sao cho góc biến dạng ngược là g=30-50
Yêu cầu kỹ thuật của mối hàn gá đính
-
Mối hàn gá đính đủ độ ngấu, chắc chắn.
-
Liên kết tại khe hở đều.
-
Đảm bảo mép liên kết bám đều.
3. Tiến hành hàn:
-
Phôi được gá trên bàn gá, vị trí hàn 1G.
-
Điều chỉnh lại các thông số hàn một cách chính xác.
-
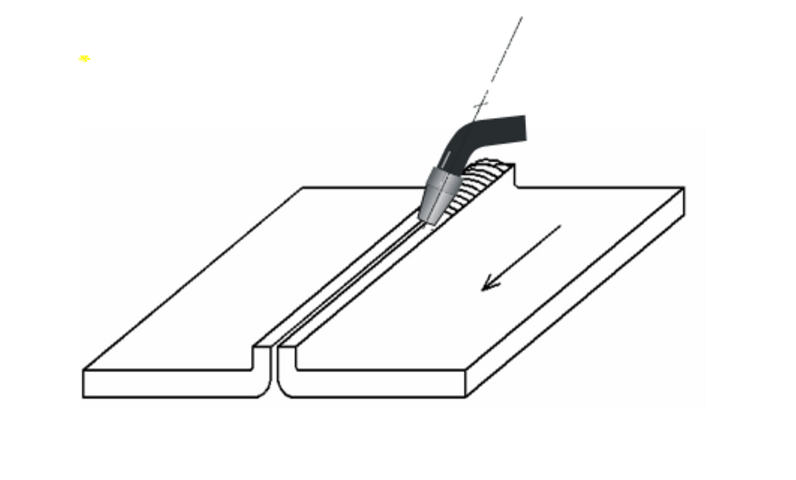
Tiến hành hàn: Đặt mỏ hàn tại vị trí đường hàn đã được xác định. Tiến hành hàn từ phải qua trái như hình bên dưới. Thao tác hàn chú ý giữ mỏ hàn với khoảng cách không đổi. Giữ mỏ hàn dao động theo đường thẳng. Khi kết thúc đưuòng hàn, thực hiện chấm ngắt để lấp đầy rãnh hàn.
Những dạng khuyết tật hàn gấp mép thường gặp và cách khắc phục
Mối hàn bị cháy thủng
Có nhiều nguyên nhân dẫn đến mối hàn bị cháy thủng như: dòng hàn quá lớn, chuẩn bị mép hàn không tốt, khe hở quá rộng hoặc tốc độ hàn quá chậm.
Biện pháp khắc phục:
-
Điều chỉnh giảm dòng điện hàn và điện áp hàn.
-
Kiểm tra lại mép hàn, bảo đảm độ kín, khít đồng đều.
-
Tăng tốc độ hàn để giảm nguy cơ cháy ngấu.
Đường hàn bị lệch trục
Đường hàn bị lệch trục có thể do các nguyên nhân như: Góc độ mỏ hàn không đúng, vị trí mép liên kết bám không đều hoặc thao tác của thợ hàn không chính xác.
Các biện pháp hạn chế hiện tượng lệch trục đường hàn:
-
Khi hàn cố gắng duy trì góc độ mỏ hàn đúng.
-
Mép hàn phải được kiểm tra điều chỉnh trước khi hàn.
Tóm lại khi hàn gấp mép cho kim loại mỏng, bạn cần đảm bảo các yếu tố sau:
-
Chọn thông số phù hợp.
-
Chọn chế độ hàn, lưu lượng khí phù hợp với chiều dày vật liệu hàn.
-
Phôi hàn được gá chắc chắn, hàn đính đúng kích thước.
-
Mối hàn gấp mếp phải đảm bảo đủ độ ngấu, vảy xếp đều, không bị rỗ khí và lẫn xỉ, không biến dạng.
-
Sau khi hàn cần kiểm tra lại chất lượng mối hàn.
-
Sửa chữa lại các khuyết tật mối hàn nếu có.
-
Trong quá trình hàn bảm đảm vệ sinh và an toàn phân xưởng.